1、钢管塔结构特点

博客详情
当前位置:
首页>
博客详情
钢管塔设计、结构特点和焊接要求
专栏:行业资讯
发布日期:2023-07-31
阅读量:2078
收藏:
|转至:输配电线路

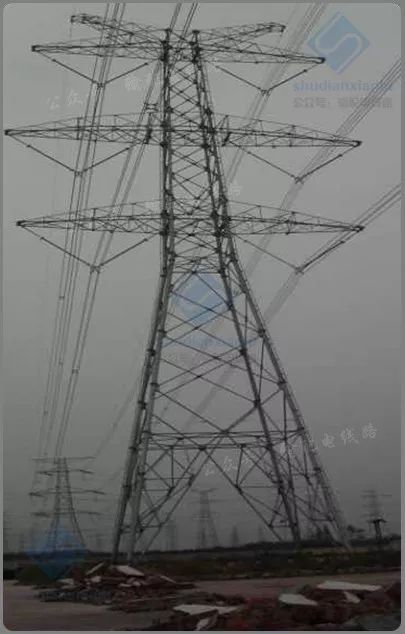
▲ 钢管塔
..................................................
1.1 钢管塔的应用范围和结构特点

可承载导线大、输送容量大;
钢管塔构件风压小、节约钢材;
结构荷载大、塔高高;
结构简洁、传力清晰、外型美观;
结构延性好、抗过载能力强、安全性能佳;
可承担角钢结构无法承担的超大荷载,技术经济优势明显。
1.1.1 第一代钢管塔
2001年~2003年间设计,并于2004~2005年间投运的:500kV扬州二厂-斗山线路、500kV武南-锡东南线路、500kV杨高变-杨行变线路。投运线路总公里数200公里左右。
..................................................
◆特点:
格构式钢管塔、刚性腹杆;
相贯焊、焊接工作量大;
钢管非标准、加劲板法兰;
加工效率极低、塔重较重;
材质Q345、Q235。
..................................................
1.1.2 第二代钢管塔

2006年~2008年间设计,并于2007~2009年间投运的:500kV外高桥-顾路线路、500kV顾路-南汇线路、500kV南汇-三林线路、包括双回路、四回路线数近50公里。
◆特点:
格构式钢管塔、刚性腹杆;
摒弃相贯焊、焊接工作量小;
钢管标准化、但法兰仍有加劲板;
加工效率提高;
塔重轻15 %-20% ;
常规材料:Q345B、Q235B。
1.1.3 第三代钢管塔

2008年~2009 设计,500kV练塘~泗泾线路,全长41公里(双回34公里、四回7公里);2008年~2011 设计,1000kV淮南~浙北~上海(皖电东送)工程,全长650公里等。2011年~2013 设计,1000kV浙北~浙中~浙南~福州 工程,全长1/4线路17万吨。
◆特点:
格构式钢管塔、刚性腹杆;
摒弃相贯焊、焊接工作量小;
钢管标准化;
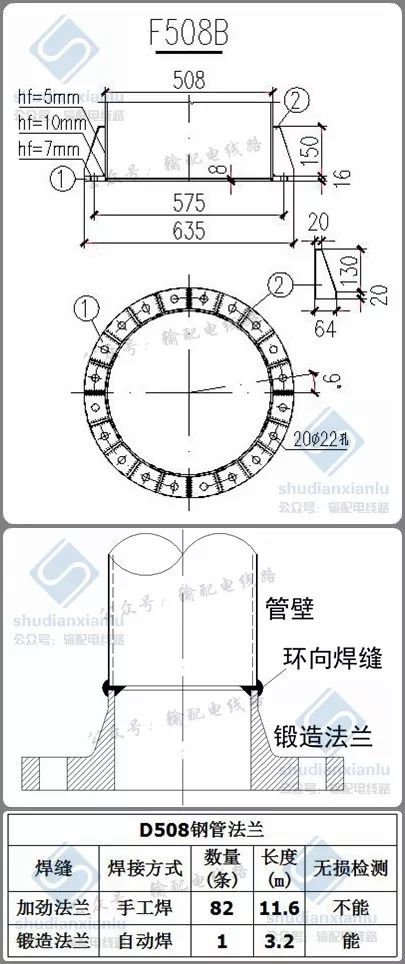
采用环向对接焊的锻造法兰;
加工效率进一步提高;
塔重再次轻8 %-12% ;
材料:Q460C、Q420B、Q345B。
1.2 钢管塔的推广应用面临最大的问题
1)设计研究、加工制造、施工安装以及监理监造的能力;
2)加工效率低下、人工焊接仍然大量存在;
3)制造成本较高、影响钢管塔的经济优势;
4)钢管、法兰、高强螺栓等零部件质量离散性较大;
5)山区运输问题较大、代价较高,制约大面积的推广;
6)全国范围内产能有限,如特高压工程集中上马,面临巨大的加工压力。
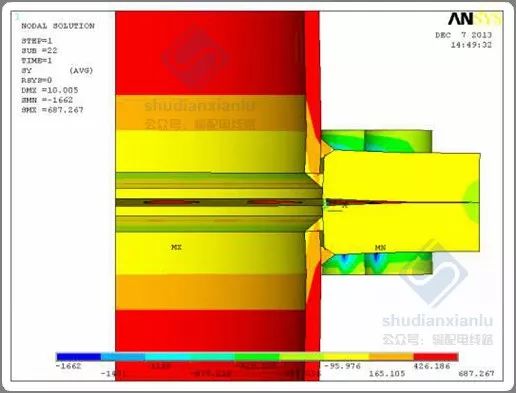
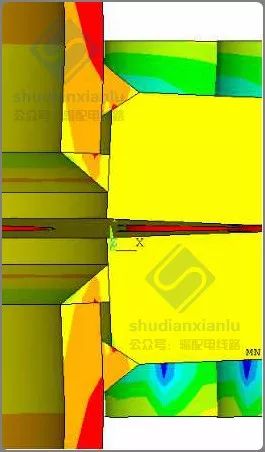
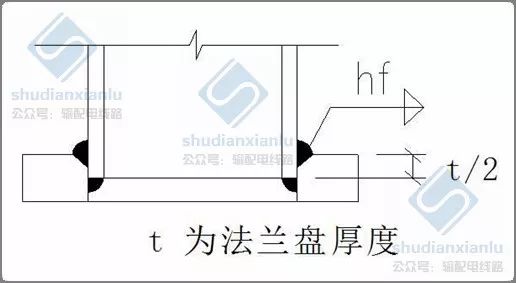
2、钢管塔用法兰 ▲ 刚性有劲法兰 刚性有劲法兰刚度好,但手工焊接工作量巨大,加工效率低下。 ▲ 塔柔性无劲法兰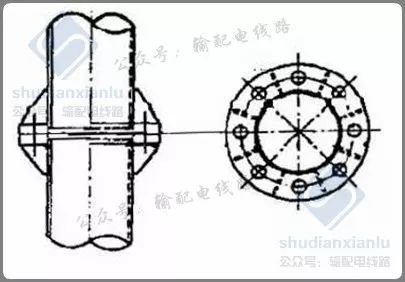
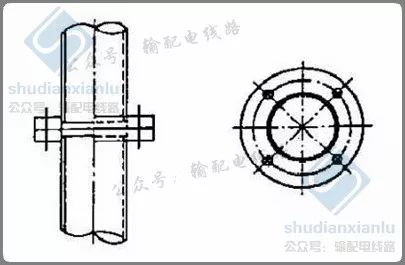
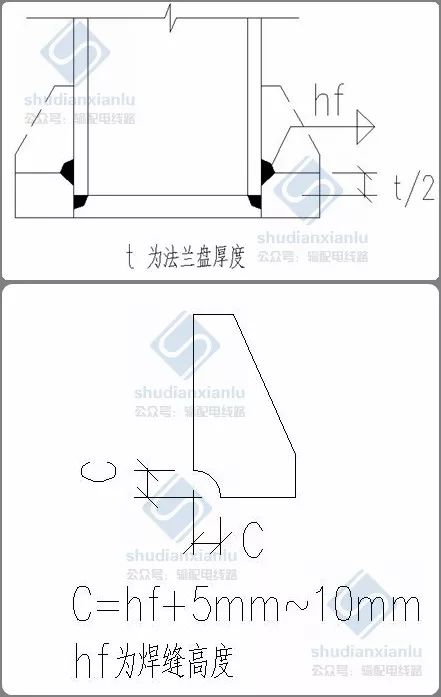
柔性无劲法兰无加劲板,焊接少,但刚度差,法兰的螺栓受弯。
为最大程度地提高钢管塔的生产效率,采用高颈锻造法兰,减少法兰加劲板的焊接工作量是行之有效的办法。
根据收集到的资料,高颈锻造法兰是日本钢管塔中常用的法兰型式,日本锻造法兰均采用对焊连接,外形美观、焊接可靠。日本的高颈锻造法兰主要有以下两种型式。
▲ 对接式
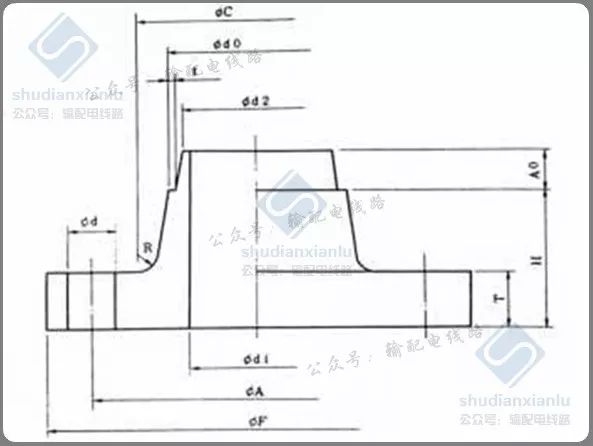
▲ 嵌入对接式
国家标准 GB/T 9115-2010《对焊钢制法兰》和 GB/T9116-2010《带颈平焊钢制管法兰》
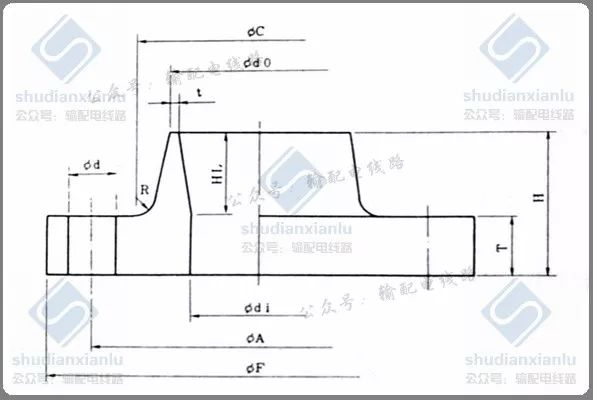
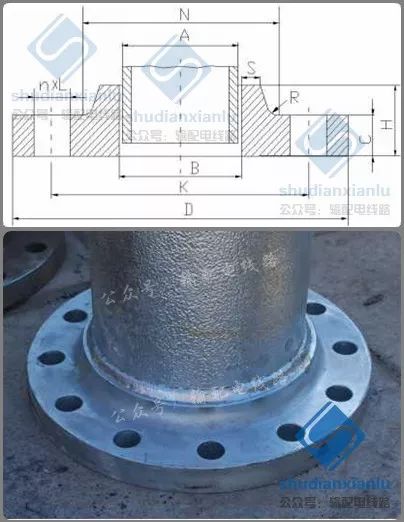
▲ 带颈对焊法兰(推荐)
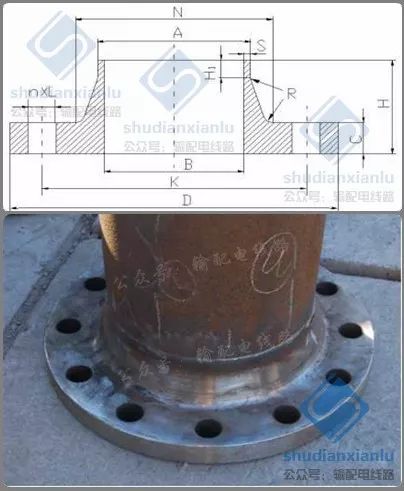
▲ 带颈平焊法兰(不推荐)
1)试验和研究:有限元分析、法兰足尺试验、铁塔真型试验;
2)参数:确定法兰盘厚度,法兰颈厚度、高度、坡度、圆弧弧度(R)等参数
3)材质:确定 Q345 材质;
4)标准化:确定法兰的配置表。
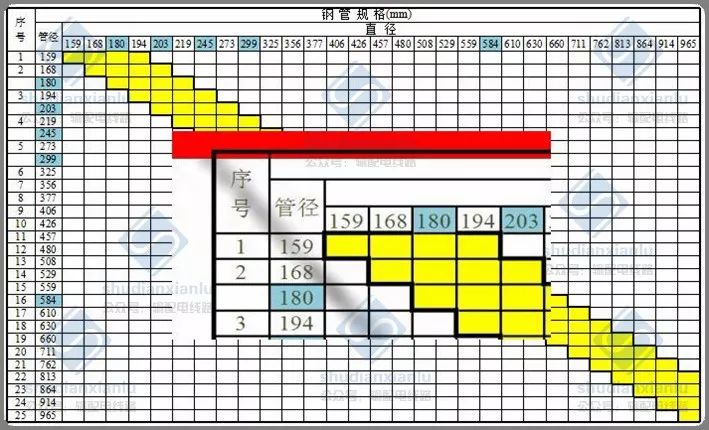
▲ 标准化锻造法兰配置表
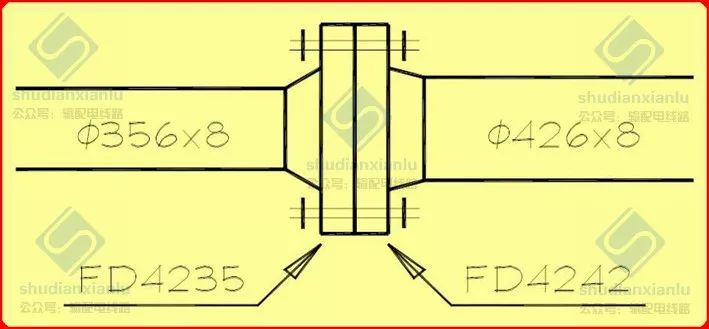
▲ 锻造法兰的命名原则
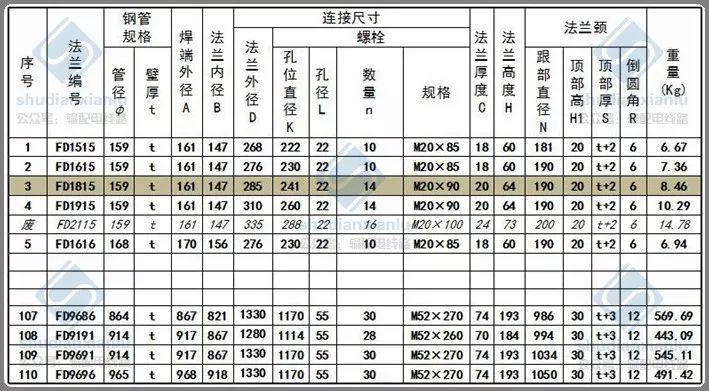
▲ 标准化锻造法兰参数表

▲ 管道法兰受力示意图

▲ 钢管塔法兰受力示意图
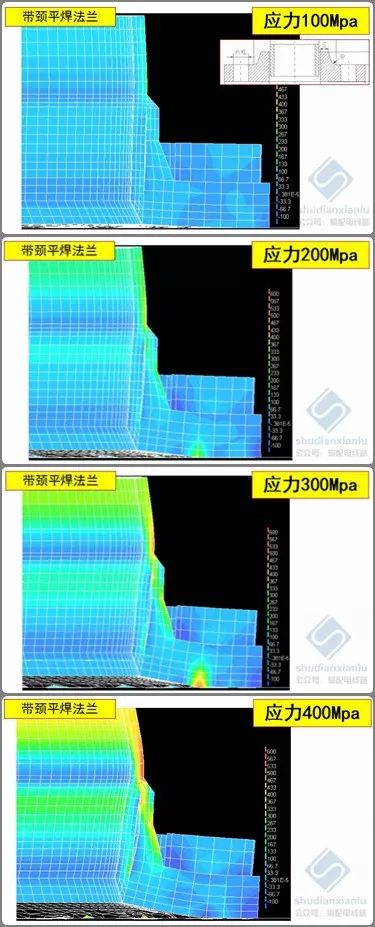
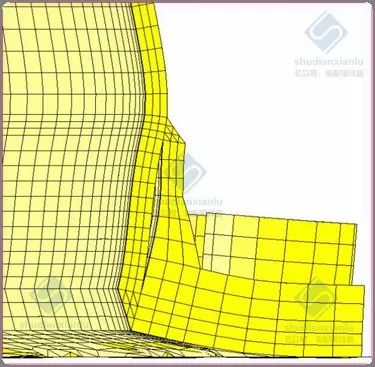
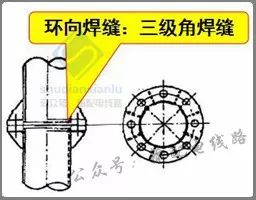
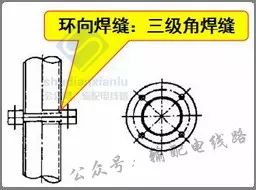
1、角焊缝、焊接工艺简单、要求低,成本低,质量难控难检;
2、焊缝离开较远,受力不均匀、变形不一致,应力状况复杂;
3、有空隙,易进酸进水、镀锌易暴胀,影响法兰的可靠度。

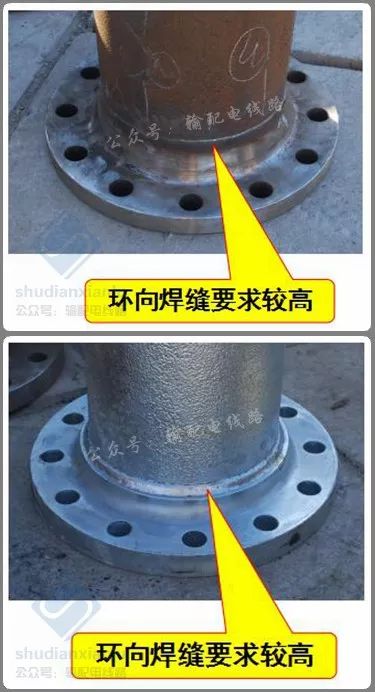
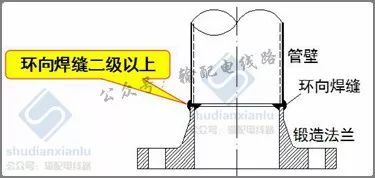
1、环向对接焊缝、焊接要求高,质量需检测易控制;
2、焊缝受力均匀、变形较协调,应力状况简单;
3、只要焊接过关,法兰连接的质量可靠。
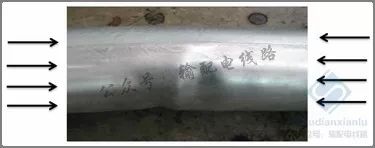
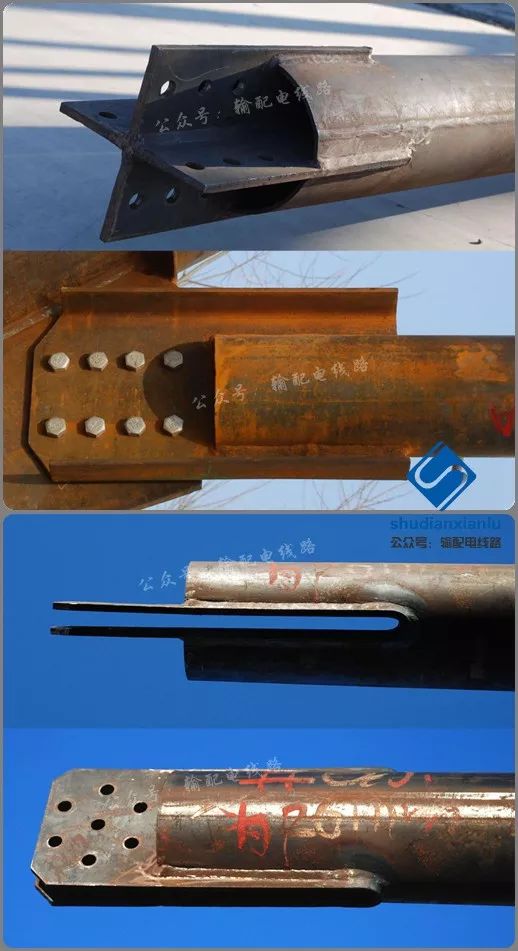
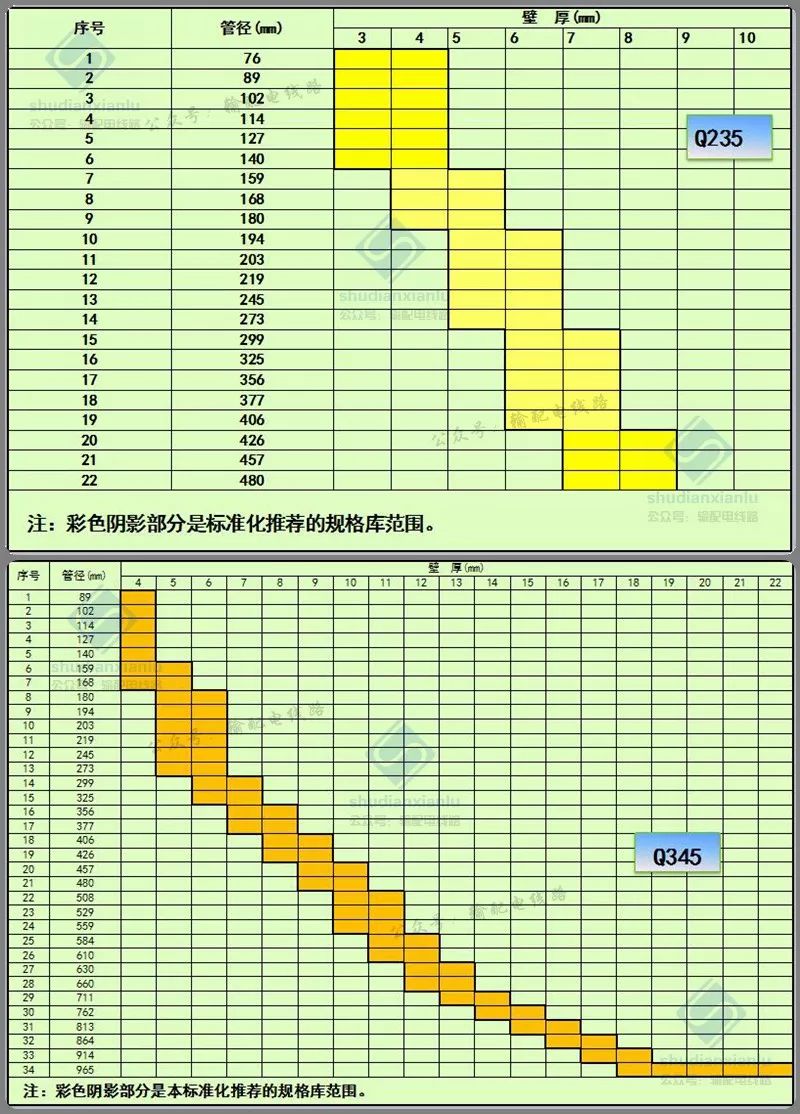
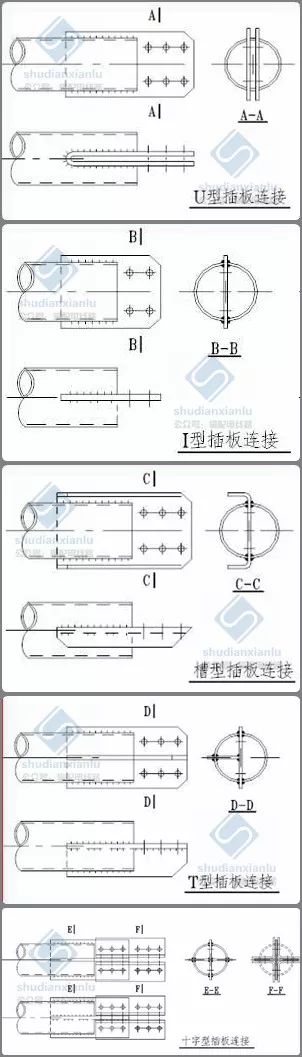
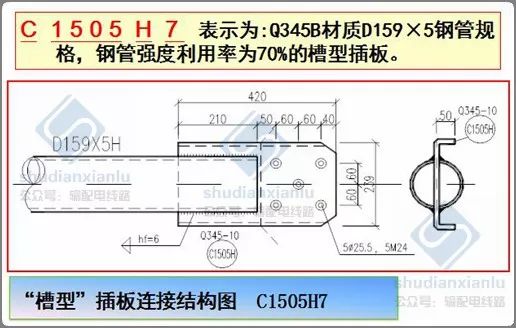
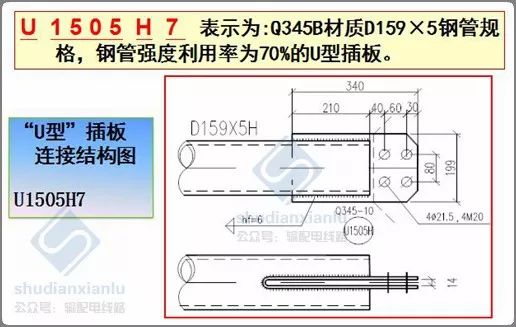
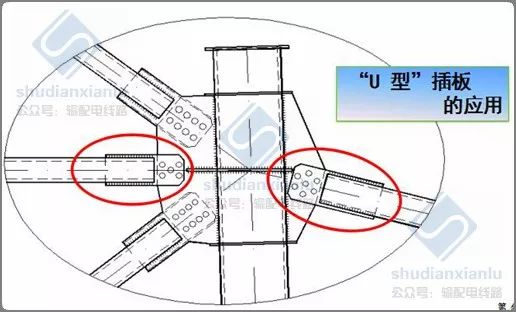
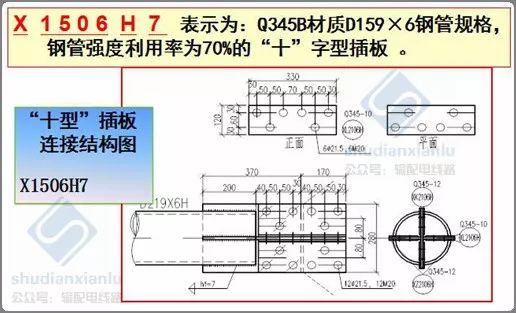
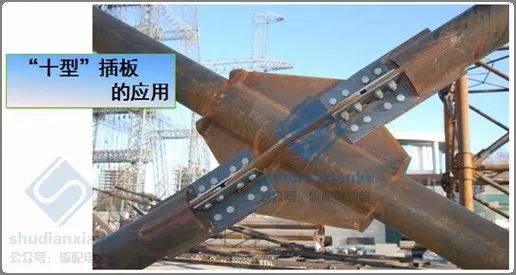
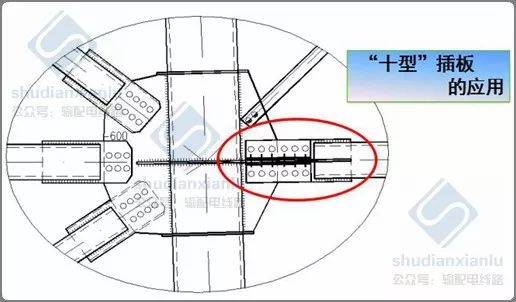
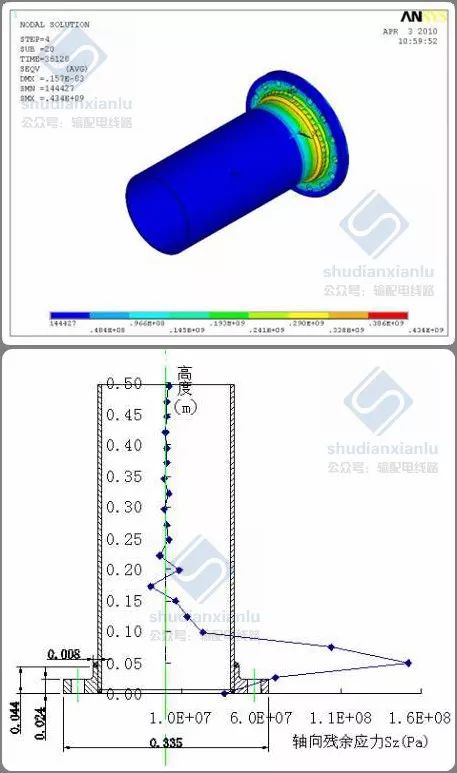
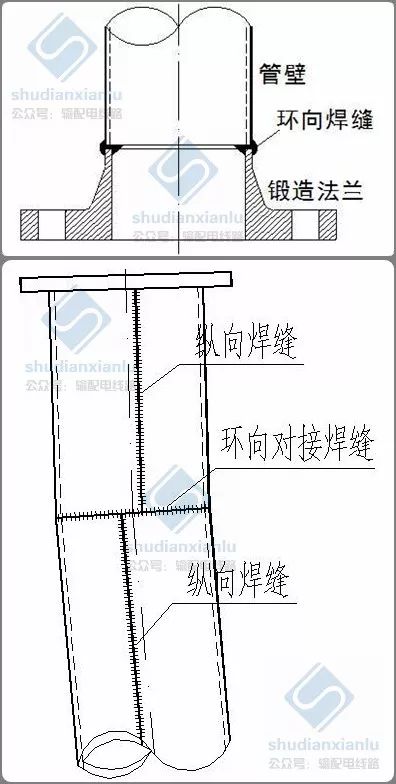
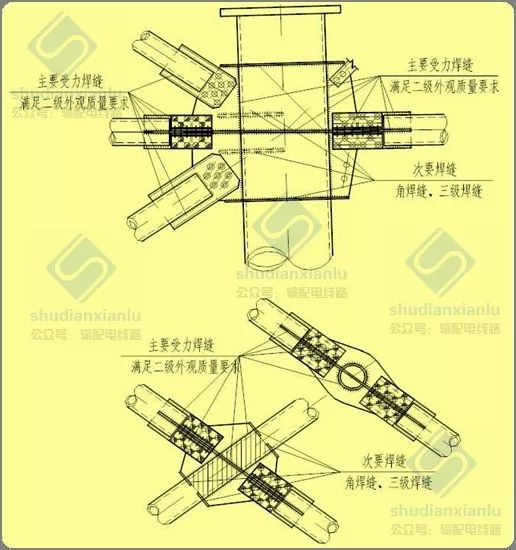
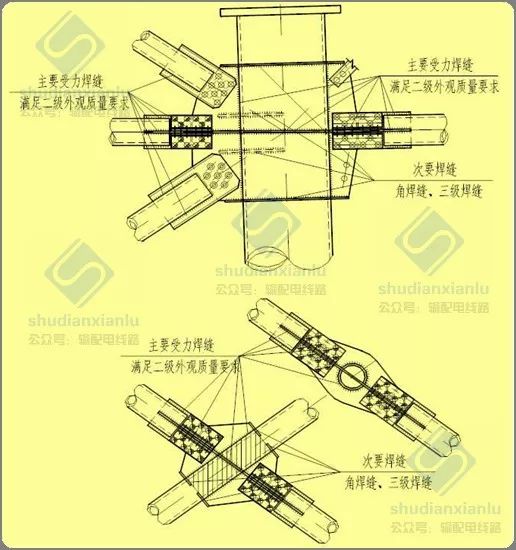
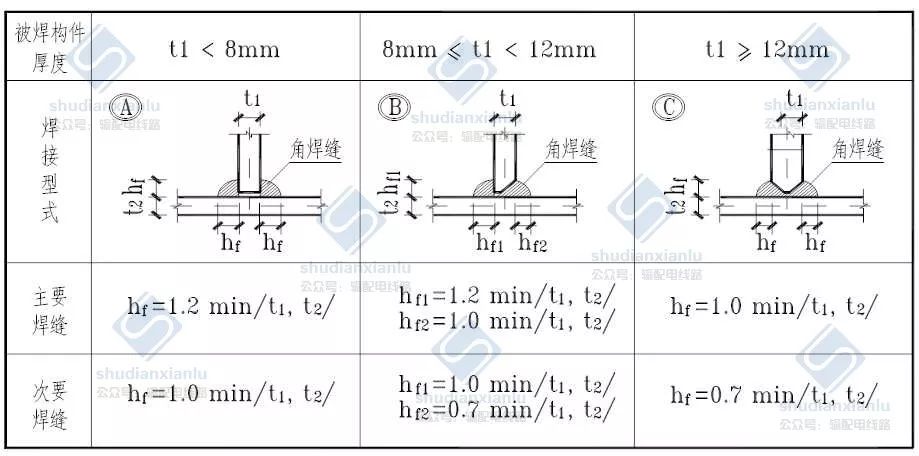
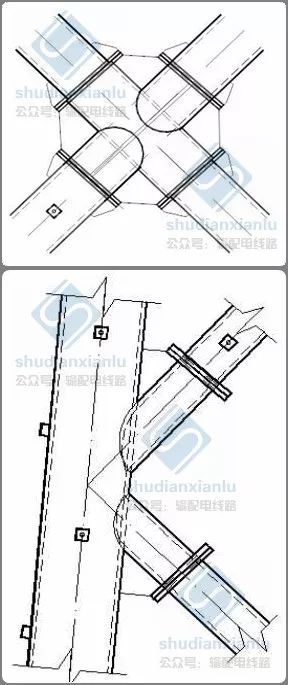
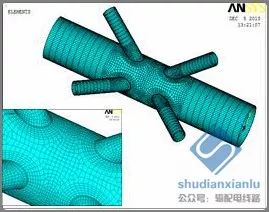
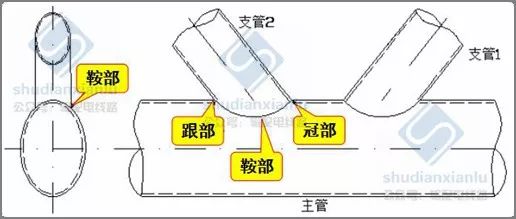
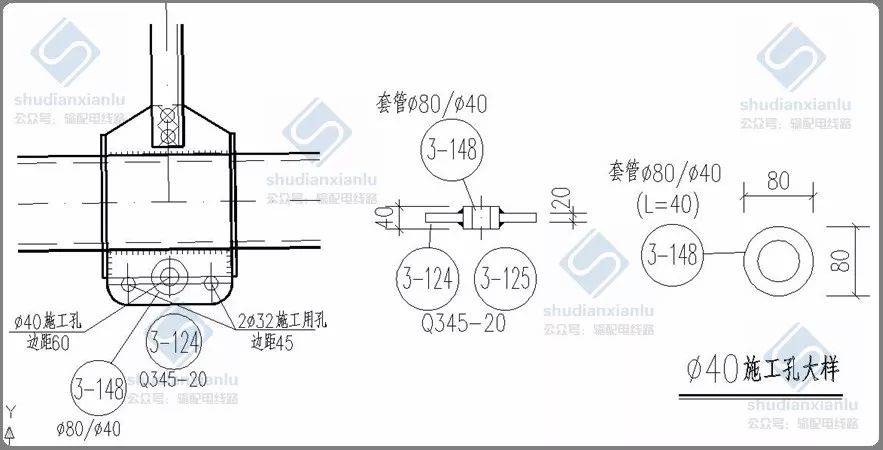
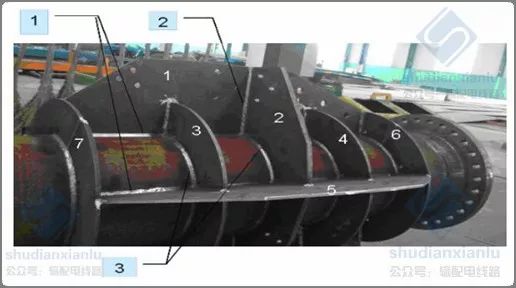
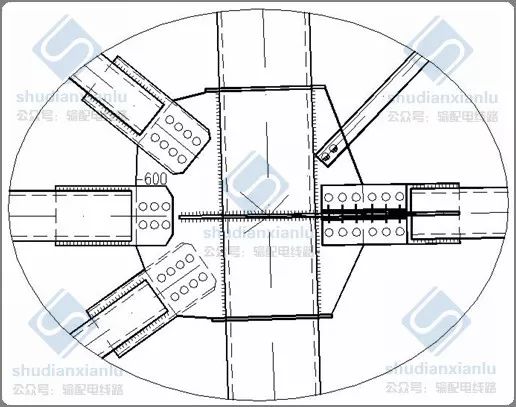
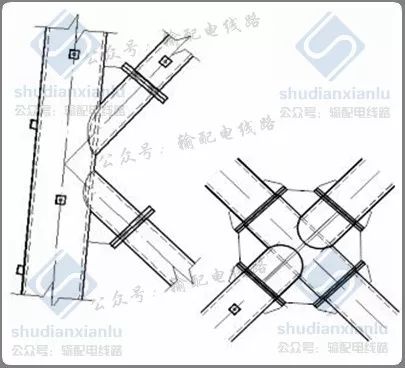
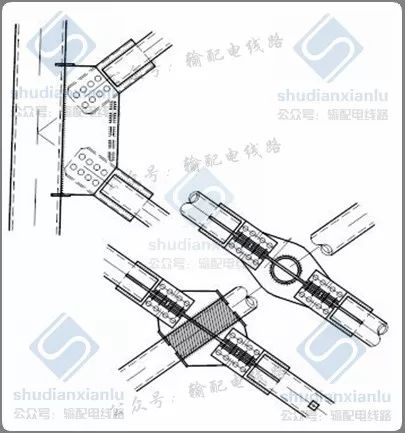
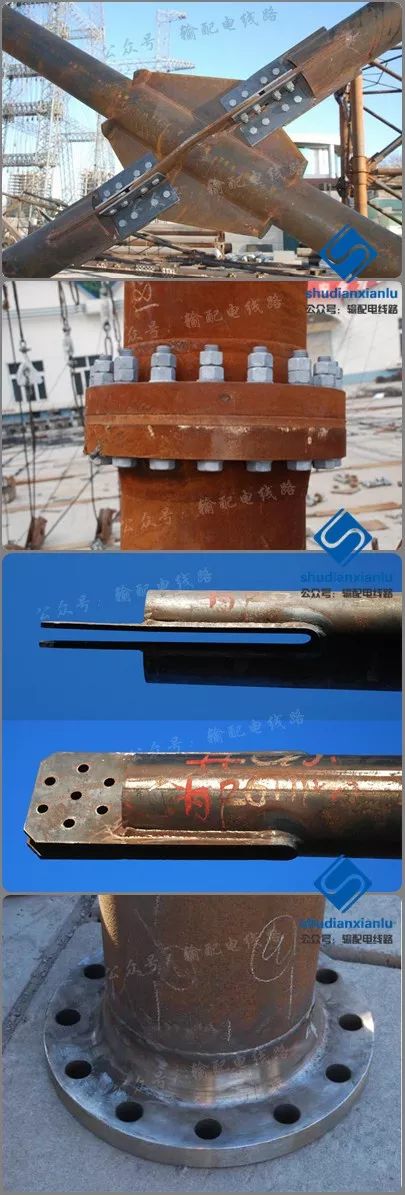
3、钢管塔用直缝焊管 ▲ 管道用钢管的受力方向 ▲ 钢管塔用钢管的受力方向 ▲ 与锻造对焊法兰焊接 ▲ 与刚性法兰焊接 ▲ 与柔性无劲法兰焊接 ▲ 与锻造法兰焊接实物照片 ▲ 与插板接头焊接 ▲ 管--管相贯焊接 ▲ 利用连接板连接 GB/T13793-92《直缝电焊钢管》(注:现行为GB/T13793-2016) GB/T6728-2002《结构用冷弯空心型钢尺寸、外形、重量及允许偏差》(注:现行为GB/T6728-2017) GB/T3091-2001《低压流体输送用焊接钢管》(注:现行为GB/T3091-2015) GB/T8162-1999《结构用无缝钢管》(型材)(注:现行为GB/T8162-2018) 4、钢管塔用标准化连接插板 ▲ 常用插板型式(5种) 5、钢管塔焊接要求 ▲ 焊接热影响区和焊接残余应力 ★ 最大轴向残余应力可达屈服强度的40—50%;焊接热深度影响区约为 4 倍焊脚尺寸的范围。 (1)钢管与带颈锻造法兰的环向对接焊缝、钢管主材变坡处的环向对接焊缝要求100%熔透,且应达到一级焊缝的质量标准,同时按相关规定进行焊接工艺设计、评定,以合格工艺施焊,焊缝质量应按标准要求进行检查;变坡处钢管的纵向焊缝应错开布置。 (2)钢管与刚性法兰焊接时,钢管应插入法兰厚度一半深,双面角焊缝,如图4所示,焊脚尺寸取管壁厚度。 (3)钢管与柔性法兰焊接时: (壁厚变化、焊脚高度、剖口角度、有无内缝、管壁间隙)。 对上圈环向角焊缝:当法兰板厚≥30mm时,法兰盘内侧应倒角坡口,焊脚尺寸可取焊缝的有效高度。 对下圈环向角焊缝:当钢管壁厚≥8mm时,钢管端外侧应倒角坡口,焊脚尺寸可取焊缝的有效高度。 (4)节点板和钢管的主要受力焊缝,应满足外观二级的质量要求,焊脚尺寸取较薄构件的1.2 倍,当节点板厚度≥8mm时,应根据焊接规程要求开坡口焊接。 (5)节点板或钢管上的加劲板焊缝为次要焊缝,一般均为角焊缝,满足三级焊缝的质量要求,焊脚尺寸取较薄构件的1.0 倍,当加劲板厚度≥12mm时,应根据焊接规程要求开坡口焊接。 (6)对于T型连接焊缝: 当对t2厚度大于20mm的板材在厚度方向进行焊接时,应采取冷却收缩时不易引起层状撕裂的焊接工艺控制措施。 (7)对于钢管与钢管的相贯焊缝,焊脚尺寸未注明者一般不小于较薄构件的 1.2倍,且不大于 2.0倍,焊缝沿全周连续焊接并平滑过渡,当被焊接构件厚度 ≥8mm时,要按规定进行剖口后再焊。 相贯焊:鞍部应力最大、根部和冠部相对应力较小,根据管径差别,在2.5—4.5倍之间。 (8)焊接时,不得随意加大焊缝,避免焊缝立体交叉和在一处集中大量的焊缝。 (9)所有焊接件均需加封焊,以防酸液进入接触面而造成锈蚀。导地线挂点、抱杆承托绳耳板孔、横担提线用施工孔等统一采用套管或厚板钻孔塞焊的形式。 (10)塔头横担挂线处密集焊缝的处理。 (11)环向加劲板的拼焊处理。 (12)插板与钢管的焊接——外观二级。 1)一定要知道哪些是主要受力焊缝、哪些是次要受力焊缝,那些是构造焊缝; 2)在满足受力的情况下,焊脚尺寸越小越好,不是越大越好; 3)在满足加工条件的前提下,能开坡口则开坡口,以减小焊脚尺寸; 4)一定要和设计单位好好商量,领会设计的正确意图; 5)珍惜设计交底,有问题和合理的要求在交底会上提出来,争取写入交底会议纪要。